


Цифровой контроль за металлоломом: как в НЛМК автоматизировали движение вагонов

В копровом цехе всегда кипит работа. Именно сюда приезжают старые холодильники, фрагменты автомобилей, обрезки стали — все то, что в следующей жизни снова превратится в сталь. Но если раньше лом просто загружали на платформы и отправляли дальше по цепочке, то сегодня за каждой из них следит цифровая система.
155 открытий2К показов

Меня зовут Сергей Ульянчев, я главный специалист отдела по технологии и качеству в Конвертерном цехе №2 НЛМК, и сегодня я расскажу о том, как мы с коллегами из НЛМК ИТ реализовывали проект по развертыванию новой системы.

Сергей Ульянчев
специалист отдела по технологии и качеству в Конвертерном цехе №2 НЛМК
Как все было устроено раньше
Металлолом поступает в копровый цех, где его сортируют и загружают в «совки» — стальные открытые платформы-полувагоны. Затем платформы с ломом по внутренней железной дороге длиной около трех километров отправляются к конвертерному цеху. Там их разгружают — и отправляют металл на переработку. После этого вагоны возвращаются в копровый цех для повторного использования, и цикл повторяется.

Система взаимодействия между цехами долгое время оставалась «аналоговой»: бригадир из конвертерного цеха звонил по телефону в копровый цех и озвучивал, сколько и какого лома нужно. Такая схема иногда приводила к ошибкам: заказ могли не услышать, перепутать или забыть выполнить. Более того, информация о маршрутах и содержимом вагонов записывалась в единственный бумажный журнал. При сбоях начинались долгие выяснения: где находится лом, почему он не приехал вовремя.
Рост производства — потребность в переменах
До реконструкции конвертерный цех выпускал около 4 миллионов тонн стали в год. С этим объемом ручное управление поставками еще справлялось. Однако после модернизации мощности выросли вдвое, и старая система начала сбоить. Стало очевидно, что управление потоками лома требует автоматизации.
Задача, которую поставили перед командой разработки, была многосоставной: определить местоположение каждого вагона в реальном времени, отобразить его движение на карте, привязать содержимое к конкретным заказам, синхронизировать заказы между цехами и сократить время простоев.
Реализация проекта
Команда начала работу с построения маршрута: специалисты проехали весь путь от копрового до конвертерного цеха, определили контрольные точки и технические ограничения. Затем поставили камеры в местах погрузки и на участках движения, собрали инженерную информацию о железнодорожных путях и начали проектировать программное решение.
Основной вызов заключался в выборе технологии идентификации. GPS использовать было нельзя по причинам безопасности, NFC имеет слишком строгие ограничения по радиусу действия, QR-коды требовали стабильного Wi-Fi и камер с высокой точностью. Подходящей оказалась RFID-система: метки можно считывать с расстояния до 10 метров, данные передаются автоматически.
Но даже с технологией на руках возникали сложности. Коммуникационные шкафы находились вдали от путей, и всю линию длиной в три километра пришлось покрыть оптоволоконной сетью. Параллельно специалисты приварили RFID-метки к каждому из 186 вагонов-«совков». Делать это пришлось без остановки производства — в ремонтные окна, с учетом графика подрядчиков и производственного цикла.
Как система работает сейчас
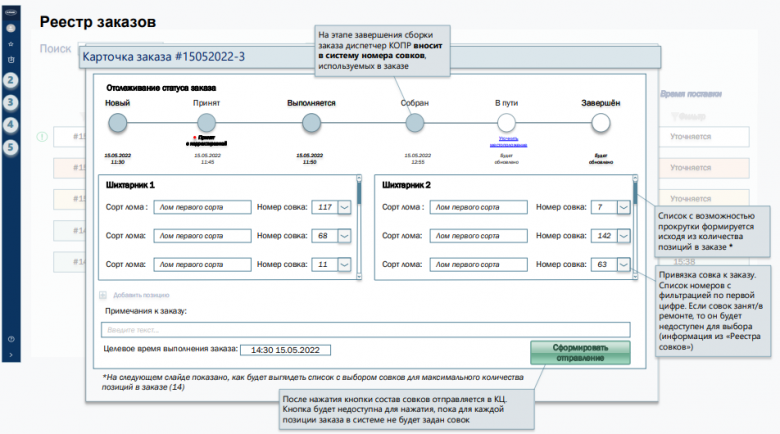
Каждому «совку» присвоена RFID-метка — это небольшой чип, который хранит информацию и умеет ее передавать в виде сигнала для датчика. При отправке состава из копрового цеха оператор заносит в систему данные о содержимом каждого вагона. По пути следования датчики фиксируют прохождение состава через контрольные точки и обновляют данные в реальном времени.
Визуализация представлена в виде карты — не условной схемы, а точной проекции производственной территории. Оператор видит местоположение состава, его статус и содержимое. Составы помечаются разными цветами: зеленые — с ломом, серые — пустые. Наведя курсор, сотрудник может узнать, какой конкретно лом везет каждый отдельный вагон.
Весь процесс заказа тоже автоматизирован. Цех-инициатор создает заказ в системе, и в интерфейсе копрового цеха появляется уведомление. При нехватке нужного лома заказ можно изменить, например, добавить допустимую замену. Как только партия собрана и отправлена, статус заказа меняется, а его движение отслеживается на карте.
Эффект от внедрения
Первое и главное — снизилось время доставки лома. Ранее путь от копрового цеха до разгрузки занимал до двух часов, теперь — меньше полутора. Кроме того, сократился дефицит лома: его поступление теперь можно отслеживать в реальном времени, а значит — своевременно планировать загрузку.
Помимо этого, улучшилась логистика. Операторы получили возможно отслеживать, где находятся пустые платформы, заранее готовить их к следующей загрузке и выстраивать порядок работы кранов и складов. В результате снизилось число ситуаций, когда предприятию приходилось использовать дорогой лом не по назначению из-за нехватки нужного.
Отдельный плюс — адаптация персонала. Бригадиры, которые раньше работали с журналами и телефонами, быстро освоили цифровой инструмент. Им подготовили инструкции, провели обучение, подключили поддержку. Бумажные журналы пока еще дублируют информацию, но в перспективе от них полностью откажутся.
Процесс начался с простой задачи — не «терять» вагоны с ломом. А в результате появилась цифровая система, которая охватывает целый участок внутренней производственной логистики. И она уже доказала свою эффективность. Сейчас идет развитие сервиса для контроля запасов. Он показывает текущие остатки, прогнозирует потребности на смену и дает рекомендации по закупкам. Следующим же шагом станет интеграция с производственными планами и расширение функциональности по управлению логистикой.

155 открытий2К показов

Узнайте, как стандартное логирование в .NET может замедлять работу приложения. Разбираем основные проблемы, связанные с записью логов, и их влияние на производительность.

Рейтинг сервисов где можно заказать консультацию по ВКР
Лучшие сервисы где можно заказать консультацию по ВКР. Обзор особенностей, стоимости, преимуществ. Рейтинг сервисов для заказа консультаций по выпускной квалификационной работе.

Как получить доступ бесплатно к Veo 3 из России, как обойти ограничения по подписке, что умеет эта нейросеть.

Сравнение реальных доходов курьеров и айтишников в 2025: автокурьеры в Москве получают до 160 тыс. ₽, но junior-разработчики за 2 года вырастают до 200+ тыс. ₽. Роботы заменят 30% доставок к 2030, а в IT кризис новичков не отменяет зарплаты мидлов от 350 тыс.